







อุปกรณ์ในการเชื่อมทิก (TIG Welding Equipment)




อุปกรณ์ในการเชื่อมทิก (TIG Welding Equipment)
มีทั้งอุปกรณ์หลัก และอุปกรณ์เสริม (Option)
กระบวนการเชื่อมทิกมีอุปกรณ์หลักและอุปกรณ์เสริมสำหรับการใช้งานจำนวนมาก ซึ่งจำเป็นที่ต้องศึกษาการใช้งานอุปกรณ์ดังกล่าวอย่างละเอียดเพื่อให้การเชื่อมเกิดประสิทธิภาพสูงสุด มีแค่เครื่องเชื่อม หัวเชื่อม ทำงานได้ไม่เต็มที่ มีแค่เครื่องเชื่อม หัวเชื่อม ทำงานได้ไม่เต็มที่
อุปกรณ์หลักในการเชื่อมทิก
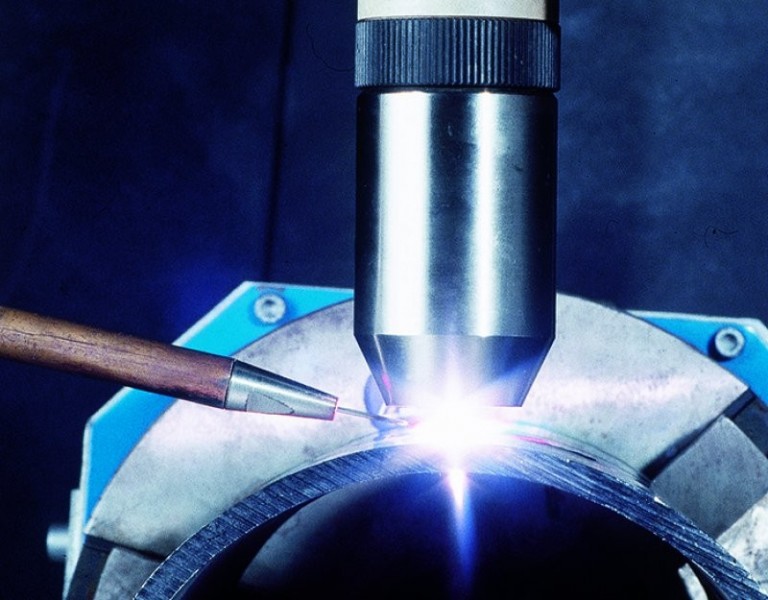
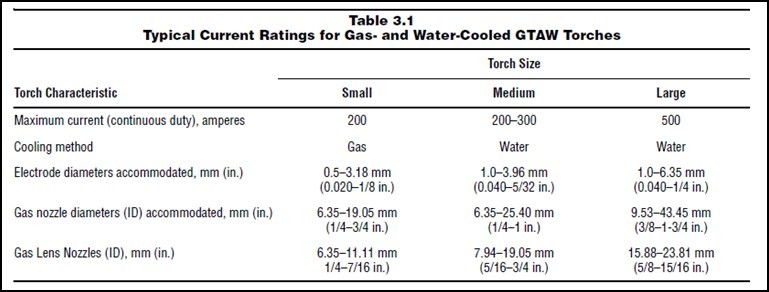
ทอร์ชเชื่อม ทอร์ชเชื่อมมีการออกแบบให้มีลักษณะการใช้งานหลากหลายตามลักษณะการเข้าถึงรอยต่อ และขนาดกระแสไฟเชื่อมของทอร์ชเชื่อมซึ่งเป็นปัจจัยหนึ่งที่ต้องพิจารณาเลือกใช้ขนาดของทอร์ชให้สัมพันธ์กับกระแสไฟเชื่อมที่ใช้ ในกรณีที่ใช้กระแสไฟค่อนข้างสูง มากกว่า 200 แอมแปร์ขึ้นไป และเป็นการเชื่อมต่อเนื่อง แนะนำให้เลือกใช้ทอร์ชเชื่อมแบบระบายความร้อนด้วยน้ำ (Water Cool Torch) ซึ่งจะช่วยให้อายุการใช้งานของทอร์ชเชื่อมยาวขึ้นมีทั้งแบบหัวเอียง แบบปรับมุมได้ แบบดินสอ (pencil torch)
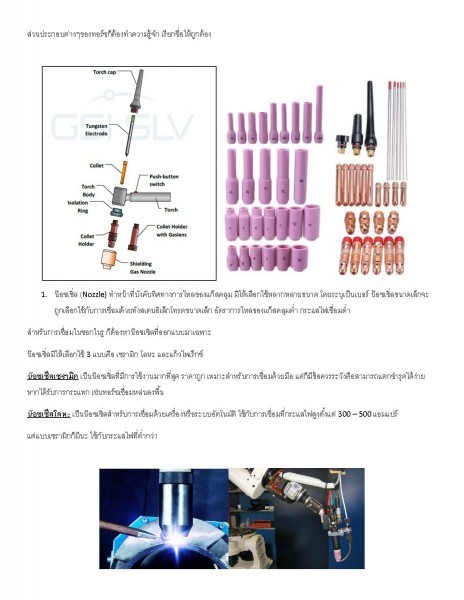
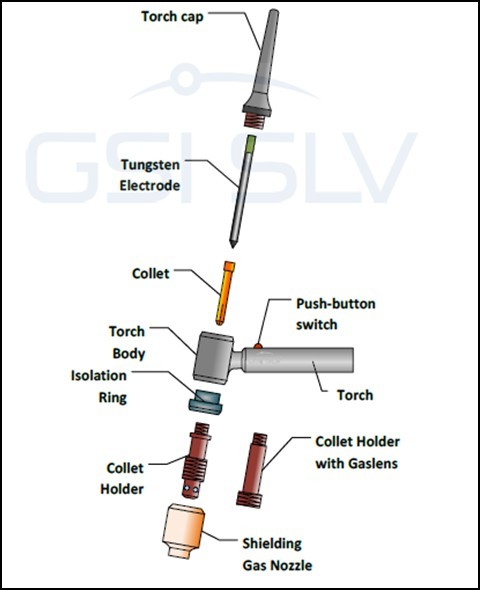
ส่วนประกอบต่างๆของทอร์ชก็ต้องทำความรู้จัก เรียกชื่อให้ถูกต้อง
- น๊อซเซิ่ล (Nozzle) ทำหน้าที่บังคับทิศทางการไหลของแก็สคลุม มีให้เลือกใช้หลากหลายขนาด โดยระบุเป็นเบอร์ น๊อซเซิ่ลขนาดเล็กจะถูกเลือกใช้กับการเชื่อมด้วยทังสเตนอิเล็กโทรดขนาดเล็ก อัตราการไหลของแก็สคลุมต่ำ กระแสไฟเชื่อมต่ำ
สำหรับการเชื่อมในซอกในรู ก็ต้องหาน๊อซเซิลที่ออกแบบมาเฉพาะ
น๊อซเซิ่ลมีให้เลือกใช้ 3 แบบคือ เซรามิก โลหะ และแก้วไพเร็กซ์
น๊อซเซิ่ลเซรามิค เป็นน๊อซเซิ่ลที่มีการใช้งานมากที่สุด ราคาถูก เหมาะสำหรับการเชื่อมด้วยมือ แต่ก็มีข้อควรระวังคือสามารถแตกชำรุดได้ง่ายหากได้รับการกระแทก เช่นทอร์ชเชื่อมหล่นลงพื้น
น๊อซเซิ่ลโลหะ เป็นน๊อซเซิ่ลสำหรับการเชื่อมด้วยเครื่องหรือระบบอัตโนมัติ ใช้กับการเชื่อมที่กระแสไฟสูงตั้งแต่ 300 – 500 แอมแปร์
แต่แบบเซรามิกก็มีนะ ใช้กับกระแสไฟที่ต่ำกว่า
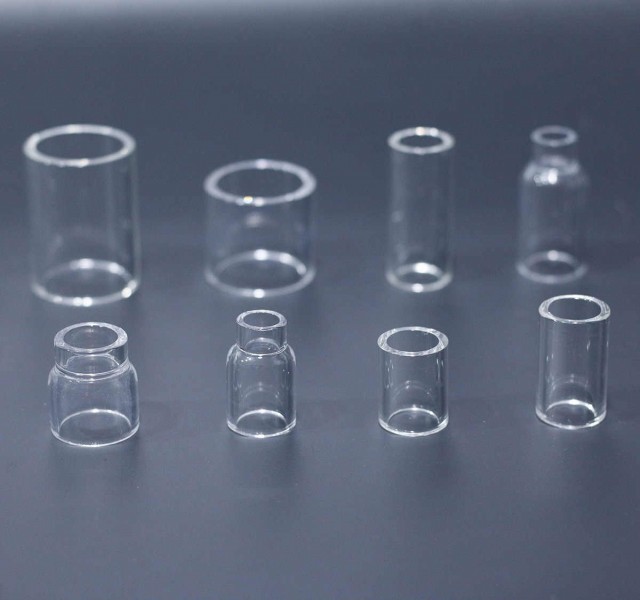
น๊อซเซิ่ลแก้วไพเร็กซ์ เป็นน๊อซเซิ่ลที่ทำจากแก้วทนความร้อน ช่วยให้มองเห็นบ่อหลอมละลายได้ดี นิยมใช้กับงานขนาดเล็ก กระแสไฟเชื่อมต่ำ
- แก็สเล็นส์ (Gas Lens) ทำหน้าที่ควบคุมการไหลของแก็สเฉื่อยให้ไหลแบบราบเรียบ (Laminar Flow) หากการเชื่อมใช้อัตราการไหลของแก็สที่สูงโดยไม่มีแก็สเล็นส์ แก็สปกคลุมจะมีความเร็วปะทะผิวชิ้นงานสูงและจะเกิดการไหลแบบปั่นป่วน (Turbulent Flow) ทำให้อากาศสามารถแทรกตัวเข้ามาในบ่อหลอมละลายได้ เป็นสาเหตุของการเกิดโลหะออกไซด์ และรูพรุน (ช่างเชื่อมมักจะถอดแก็สเล็นส์ออก)
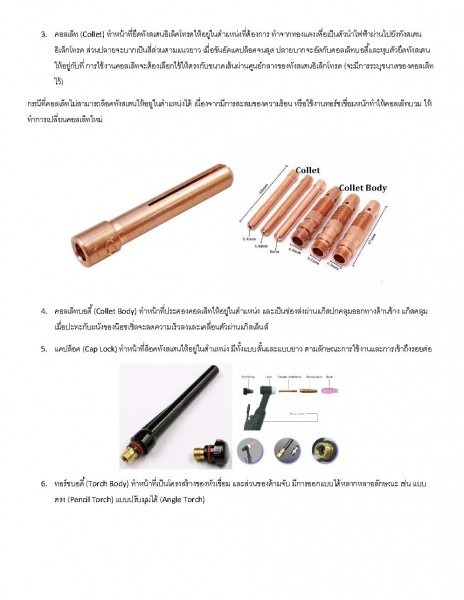
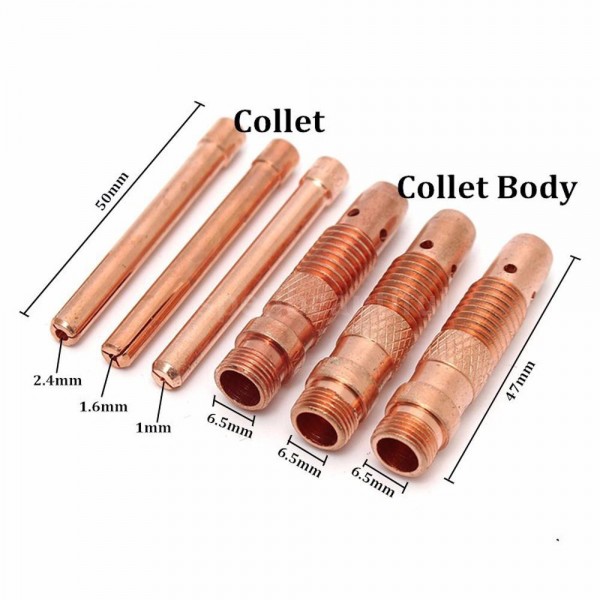
- คอลเล็ท (Collet) ทำหน้าที่ยึดทังสเตนอิเล็คโทรดให้อยู่ในตำแหน่งที่ต้องการ ทำจากทองแดงเพื่อเป็นตัวนำไฟฟ้าผ่านไปยังทังสเตนอิเล็กโทรด ส่วนปลายจะบากเป็นสี่ส่วนตามแนวยาว เมื่อขันอัดแคปล็อคจนสุด ปลายบากจะอัดกับคอลเล็ทบอดี้และหุบตัวยึดทังสเตนให้อยู่กับที่ การใช้งานคอลเล็ทจะต้องเลือกใช้ให้ตรงกับขนาดเส้นผ่านศูนย์กลางของทังสเตนอิเล็กโทรด (จะมีการระบุขนาดของคอลเล็ทไว้)
กรณีที่คอลเล็ทไม่สามารถล็อคทังสเตนให้อยู่ในตำแหน่งได้ เนื่องจากมีการสะสมของความร้อน หรือใช้งานทอร์ชเชื่อมหนักทำให้คอลเล็ทบวม ให้ทำการเปลี่ยนคอลเล็ทใหม่
- คอลเล็ทบอดี้ (Collet Body) ทำหน้าที่ประคองคอลเล็ทให้อยู่ในตำแหน่ง และเป็นช่องส่งผ่านแก็สปกคลุมออกทางด้านข้าง แก็สคลุมเมื่อปะทะกับผนังของน๊อซเซิ่ลจะลดความเร็วลงและเคลื่อนตัวผ่านแก็สเล็นส์
- แคปล็อค (Cap Lock) ทำหน้าที่ล็อคทังสเตนให้อยู่ในตำแหน่ง มีทั้งแบบสั้นและแบบยาว ตามลักษณะการใช้งานและการเข้าถึงรอยต่อ
- ทอร์ชบอดี้ (Torch Body) ทำหน้าที่เป็นโครงสร้างของหัวเชื่อม และส่วนของด้ามจับ มีการออกแบบได้หลากหลายลักษณะ เช่น แบบตรง (Pencil Torch) แบบปรับมุมได้ (Angle Torch)
- สวิทซ์ (Switch) ทำหน้าที่เปิด ปิด การจ่ายกระแสไฟเชื่อม และแก็สปกคลุม บางรุ่นมีสวิทซ์ควบคุมระดับกระแสไฟเชื่อมเป็นอุปกรณ์ควบ
ส่วนพวกรุ่นเก่าๆจะใช้ remote แบบ foot swith
- ชุดสายเชื่อม (Welding Cable) เป็นชุดท่ออ่อนภายในประกอบด้วยสายไฟ สายแก็ส และสายน้ำระบายความร้อนสำหรับทอร์ชเชื่อมรุ่นระบายความร้อน
จะเห็นว่ามีรุ่นที่ใช้น้ำระบายความร้อนกับใช้แก็ส เอาอะไรเป็นเกณฑ์ในการเลือกใช้งานดี?
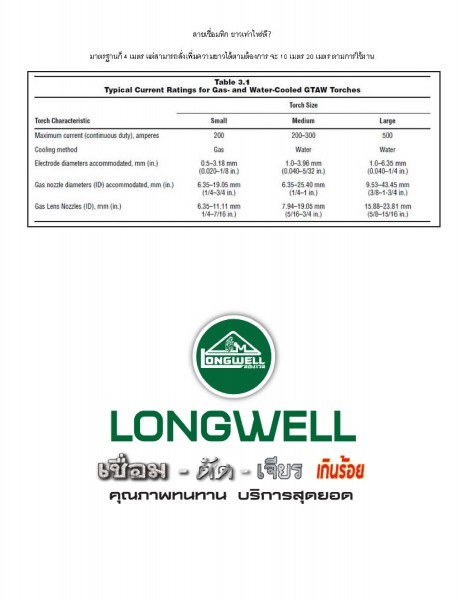
สายเชื่อมทิก ยาวเท่าไหร่ดี?
มาตรฐานก็ 4 เมตร แต่สามารถสั่งเพิ่มความยาวได้ตามต้องการ จะ 10 เมตร 20 เมตร ตามการใช้งาน


















_1.jpg)
