







กระบวนการเชื่อมทิก
บทนำกระบวนการเชื่อมทิก
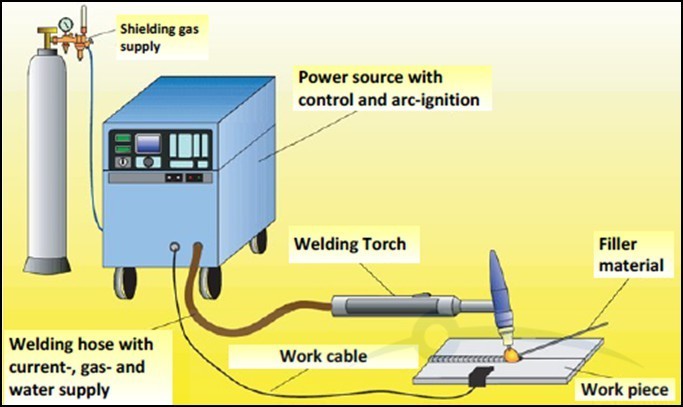
กระบวนการเชื่อมทิก เป็นกระบวนการเชื่อมในกลุ่มของการเชื่อมแบบอาร์ก (Arc Welding) โดยใช้กระแสไฟฟ้าจากเครื่องเชื่อมที่มีแหล่งพลังงานแบบกระแสคงที่ (Constant Current) ร่วมกับการใช้แก็สเฉื่อยเป็นแก็สคลุม สร้างอาร์กโดยการปล่อยอิเล็คตรอนจากปลายทังสเตนอิเล็คโทรดไปชนกับอะตอมของแก็สเฉื่อยทำให้อะตอมของแก็สเฉื่อยแตกตัว (Ionization) ปล่อยพลังงานความร้อนออกมาในรูปแบบของพลาสมาอาร์ก (Plasma Arc)
เป็นกระบวนการเชื่อมที่ไม่มีการใช้ฟลั๊กซ์ร่วม ดังนั้นจึงต้องการความสะอาดที่ผิวรอยต่อที่จะทำการเชื่อมสูง เหมาะสำหรับการเชื่อมที่ต้องการคุณภาพของรอยเชื่อมที่สูง โดยเฉพาะการเชื่อมแนวราก (Root Welding) เหมาะกับการเชื่อมวัสดุอุตสาหกรรมทุกประเภท เช่น เหล็กกล้า เหล็กกล้าไร้สนิม อลูมิเนียม ไทเทเนียม ทองแดง เป็นต้น และเป็นกระบวนการที่นิยมใช้สำหรับการเชื่อมท่ออุตสาหกรรม เนื่องจากให้คุณภาพรอยเชื่อมสูง
การเรียกชื่อกระบวนการเชื่อมนี้มีการเรียกชื่อแตกต่างกันในแต่ละภูมิภาคของโลกทางกลุ่มประเทศในสหภาพยุโรปจะเรียกว่า TIG (Tungsten Inert Gas) หรือ WIG (Wolfram Inert Gas)
ส่วนประเทศสหรัฐอเมริกาจะเรียกกระบวนการเชื่อมนี้ตามคำย่อว่า GTAW (Gas Tungsten Arc Welding) สำหรับประเทศไทยจะนิยมเรียกทั้งสองแบบ และจะมีภาษาที่ช่างนิยมเรียกกันว่า เชื่อมอาร์กอน ตามชนิดของแก็สเฉื่อยที่ใช้ จริงๆแล้วเรียกเชื่อมอาร์กอน ก็คงไม่ถูกนัก เพราะมีการใช้แก็สอื่นๆผสมด้วย
ทีนี้คงต้องมาเริ่มที่การจำแนกกระบวนการเชื่อมทิกกันก่อน ว่ามีหลักในการจำแนกแบบใดได้บ้าง
เรื่องนี้เป็นเรื่องสำคัญลำดับต้นๆในการศึกษาไม่ว่าเรื่องอะไรก็แล้วแต่ ผู้ศึกษาต้องสามารถจำแนก แยกแยะประเภทได้ก่อน จึงจะสามารถจัดลำดับเรื่องราว ทำความเข้าใจได้ ไม่สับสน
การจำแนกกระบวนการเชื่อมสามารถจำแนกได้หลายวิธีการดังต่อไปนี้
1. จำแนกกระบวนการเชื่อมตามวิธีการเติมเนื้อวัสดุเชื่อม
• การเชื่อมโดยไม่เติมลวดเชื่อม (Autogenous Welding)
• การเชื่อมโดยการเติมวัสดุเชื่อมชนิดเดียวกับวัสดุงาน (Homogenous Welding)
• การเชื่อมโดยการเติมวัสดุเชื่อมต่างชนิดกับวัสดุงาน (Heterogeneous Welding)
2. จำแนกกระบวนการเชื่อมตามมาตรฐาน ISO 4063
มาตรฐาน ISO 4063 แบ่งกระบวนการเชื่อมทิกออกตามกลุ่มย่อยตามชนิดของวัสดุเติม และแก็สคลุมดังต่อไปนี้
• 14 Gas shield welding with non consumable electrode
• 141 Tungsten Inert Gas (arc) welding (wolfram electrode) with solid -wire or -rod and inert gas
• 142 Tungsten Inert Gas (arc) welding without filler material
• 143 Tungsten Inert Gas (arc) welding with flux-cored - wire or -rod
• 145 Tungsten Inert Gas (arc) welding with solid -wire or -rod with deoxidizing gas (partly)
• 146 Tungsten Inert Gas (arc) welding with flux-cored - wire or -rod with deoxidizing gas (partly)
• 147 Tungsten Active Gas (arc) welding (wolfram electrode) and active gas
ถ้าดูตามมาตรฐาน ISO4063 จะแบ่งตามกลุ่มของวัสดุเติมและแก็สคลุม
ส่วนของ AWS จะแบ่งเป็น GTAW กับ GTAW-P หรือทิกธรรมดา กับทิกพัลส์
ที่กล่าวมานี้เป็นความรู้เบื้องต้นของกระบวนการเชื่อมทิกนะครับ
ผศ.ดร.ปริยสุทธิ์ วัฒนธรรม
ภาควิชาเทคโนโลยีวิศวกรรมการเชื่อม
มหาวิทยาลัยเทคโนโลยีพระจอมเกล้าพระนครเหนือ
วิทยาทานในครั้งนี้ข้าพเจ้าขออุทิศผลบุญให้คุณพ่อประสงค์ คุณแม่รัตนาพร วัฒนธรรม และคณาจารย์ที่ประสิทธิ์ประสาทวิชาความรู้ให้ข้าพเจ้าจนสามารถต่อยอดองค์ความรู้เกิดประโยชน์เป็นวงกว้างผ่านสื่อโซเชียลเทอญ....
บทความน่ารู้ลองเวล

_1.jpg)
