







ประเภทของแก็สคลุมตามมาตรฐาน ISO14175


ประเภทของแก็สคลุมตามมาตรฐาน ISO14175
เรื่องแก็สปกคลุมยังมีประเด็นและประโยชน์จากการเลือกใช้งานให้เหมาะสมอีกมาก เพราะแก็สทั้งหลายที่กล่าวมาทั้งที่ผสมและไม่ผสม ล้วนแต่มีคุณลักษณะที่ต่างกัน ใช้กับกระบวนการเชื่อมได้แตกต่างกัน ทั้ง TIG MIG MAG และ FCAW รวมถึงการเชื่อมวัสดุที่แตกต่างกันอีกด้วย
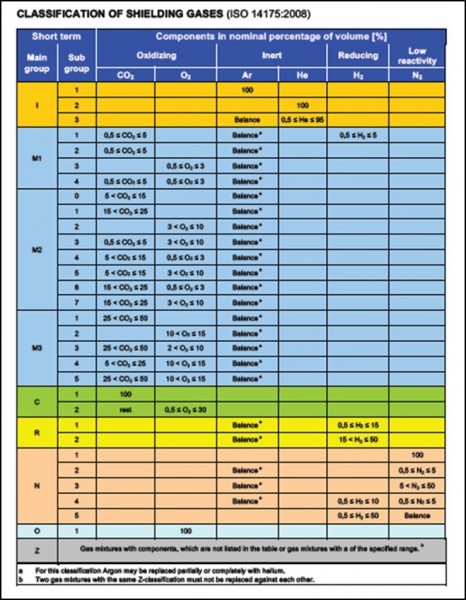
การใช้งานแก็สดังกล่าวสามารถใช้เป็นแก็สคลุม (Shielding Gas) สำหรับการเชื่อม หรือใช้เป็นแก็สรองหลัง (Backing Gas) สำหรับการเชื่อมแนวราก โดยมาตรฐาน ISO 14175 ได้มีการจำแนกประเภทของแก็สคลุมออกเป็น กลุ่มดังต่อไปนี้
1. I = Inert Gas ได้แก่แก็สเฉื่อย คือ อาร์กอน (Ar) I1 ฮีเลียม (He) I2 และ แก็สผสมระหว่างอาร์กอนและฮีเลียม (Ar + He) I3
แก็สเฉื่อยในการเชื่อมเป็นแก็สที่ไม่ทำปฏิกิริยาใดๆกับโลหะขณะหลอมเหลว ดังนั้นจึงเป็นตัวเลือกที่ดีสำหรับการเชื่อมโลหะที่ออกซิเดชั่น (Oxidation) ได้ง่าย และไม่เกิดปฏิกิริยาลด (Reduction) ด้วยเช่นกัน จึงไม่ส่งผลกระทบต่อโครงสร้างและสมบัติทางกลของรอยเชื่อม
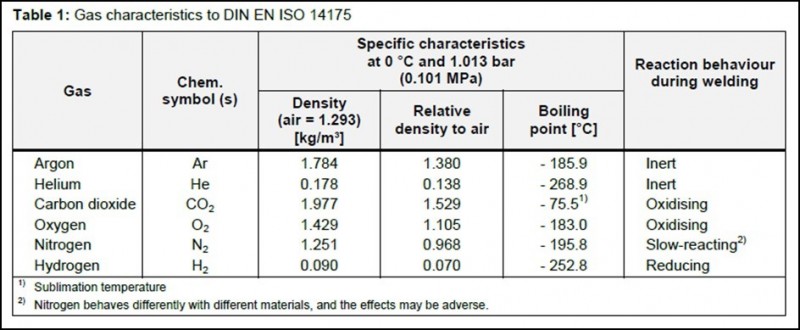
ต้องไปดูตารางคุณสมบัติของแก็สประกอบด้วยนะครับ เนื่องจากแก็สอาร์กอน และ ฮีเลียม มีคุณสมบัติที่แตกต่างกัน เช่น ความถ่วงจำเพาะ การนำความร้อน และค่าอิออนไนซ์เซชั่นโพเท็นเชี่ยล ดังนั้นการเลือกใช้งานแก็สจึงต้องพิจารณาคุณลักษณะรูปร่าง ขนาดของรอยเชื่อมที่ต้องการ ตำแหน่งท่าเชื่อม อัตราเร็วในการเชื่อม รวมถึงต้นทุนในการเชื่อม ประกอบการพิจารณา
และถ้าเอามาผสมกัน (กรณีของ Inert Gas) จะเป็นอย่างไร?
จะใช้งานในกรณีไหนได้บ้าง เช่น วัสดุที่จะเชื่อม ความหนา....
กรณีการใช้แก็สฮีเลียมเมื่อพิจารณาค่า Ionization Potential ของแก็ส = 24.5 eV ซึ่งสูงกว่า Ar ที่มีค่า 15.7 eV ผลก็คือให้อุณหภูมิของอาร์กที่สูงกว่าอาร์กอน ดังนั้นจึงเหมาะที่จะใช้เป็นแก็สคลุมสำหรับการเชื่อมวัสดุที่ค่าการนำความร้อนสูง Thermal Conductivity เช่นอลูมิเนียม ทองแดง เป็นต้น และถ้ายิ่งมีความหนามากๆ การถ่ายเทความร้อนจะยิ่งสูงขึ้น
ส่วนค่าความหนาแน่น และ ความถ่วงจำเพาะของแก็สฮีเลียมเมื่อเทียบกับอากาศจะเบากว่ามาก ดังนั้นจึงต้องใช้อัตราการไหลของแก็สที่สูงกว่าปรกติ
แต่การใช้แก็สฮีเลียม 100% ไม่นิยมใช้งานสักเท่าใดนัก เนื่องจากมีปัญหาเรื่องการจุดอาร์ก (Arc start) จึงแนะนำให้ใช้แก็สผสม Ar+He จะดีที่สุด
สำหรับสัดส่วนผสมนั้นต้องพิจารณาจากชนิดของวัสดุ และความหนา รวมถึงตัวแปรในการเชื่อมด้วย ถ้าต้องการความร้อนสูงๆ ก็เพิ่มส่วนผสมของฮีเลียมเข้าไป ที่นิยมใช้คือสูตร 70/30
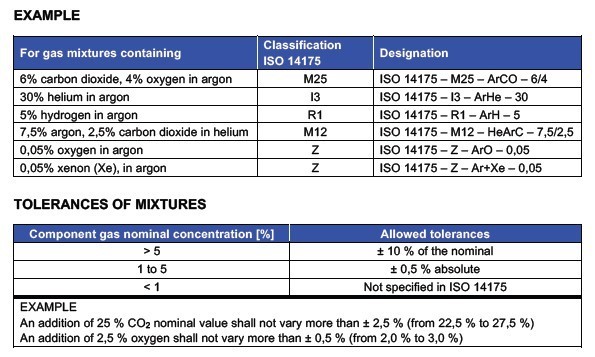
หรือเขียนเป็นภาษามาตรฐาน คือ ISO 14175 - I3 - ArHe - 30
มีครบ Standard / Specification / Classification / Designation
2. O = Oxidation Gas แก็สออกซิเดชั่น ได้แก่ แก็สออกซิเจน (O2) จะนิยมใช้ในงานเชื่อมแก็ส (311 : Gas Oxy-Fuel Welding) และตัดด้วยแก็สออกซิเจน-เชื้อเพลิง ( : Gas Oxy-Fuel Cutting) รวมทั้งการบัดกรีอ่อนและบัดกรีแข็งด้วยเปลวแก็ส
สำหรับกระบวนการเชื่อมอาร์กด้วยแก็ส จะใช้เป็นแก็สผสมรอง ไม่เกินร้อยละ 3 ในกลุ่ม M1 ไม่เกินร้อยละ 10 ในกลุ่ม M2 ไม่เกินร้อยละ 15 ในกลุ่ม M3 และ ไม่เกินร้อยละ 30 ในกลุ่ม C2)
นิยมผสมออกซิเจนเล็กน้อยลงในอาร์กอนสำหรับการเชื่อม MAG เหล็กกล้าไร้สนิม
คือถ้าผสม Active Gas ลงใน Inert Gas จะกลายเป็น MAG-M ทันที
ระบบอเมริกา จะใช้คำย่อว่า GMAW เหมารวม MIG/MAG ไปเลย แต่อาจมีการเขียนระบุประเภทของการถ่ายโอนนำ้โลหะต่อท้าย เช่น การเชื่อมอาร์กโลหะแก็สคลุมด้วยกระแสพัลส์ (GMAW-P) การเชื่อมอาร์กโลหะแก็สคลุมด้วยการถ่ายโอนแบบลัดวงจร (GMAW-S)
ส่วนของทางยุโรปเองก็มีเหมือนกัน เช่น การเชื่อมแม็กด้วยแก็สCO2 100 % (MAG-C) หรือการเชื่อมแม็กด้วยแก็สผสม (MAG-M)
3. M = Mixed Gas แก็สผสมอาร์กอนเป็นแก็สหลัก และแก็สคาร์บอนไดออกไซด์ กับแก็สออกซิเจนเป็นแก็สรอง โดยมีกลุ่มหลัก (Main group) สามกลุ่มคือ M1 M2 และ M3 และมีกลุ่มย่อย (Sub group) ตามตารางในมาตรฐานเลยครับ
กระบวนการเชื่อมที่ใช้แก็สผสมในกลุ่มนี้จะใช้งานหลักในกระบวนการเชื่อมแม็กแก็สผสม MAG-M แก็สคาร์บอนไดออกไซด์และออกซิเจนที่ผสมในอาร์กอนจะช่วยปรับปรุงคุณลักษณะของอาร์ก เช่นความสม่ำเสมอในการเชื่อม เม็ดโลหะกระเด็น อัตราเร็วการเชื่อม และการหลอมลึก เป็นต้น
พวกแก็ส O2 และ CO2 ที่ผสมใน Ar นั้นจะมีผลต่อการเชื่อมอย่างมาก ตัวอย่างเช่น การเชื่อม MAG-M ด้วยแก็ส 82Ar/18Co2 สำหรับการเชื่อมเหล็กกล้างานบาง ด้วยการถ่ายโอนแบบ Short circuit Transfer จะช่วยลดปัญหาเรื่องเม็ดโลหะกระเด็น (Spatter)
หรือการเชื่อมเหล็กกล้างานหนามากกว่า 6 มม ด้วยการถ่ายโอนแบบฝอยละเอียด (Spray Transfer) จะใช้แก็ส 90Ar/10Co2
นี่เป็น ตย.เล็กๆสำหรับการเลือกใช้แก็สผสม ซึ่งผู้ใช้ต้องพิจารณาเรื่องการถ่ายโอนน้ำโลหะ ความหนาชิ้นงาน การหลอมลึก รูปร่างหน้าตารอยเชื่อม รวมถึงตัวแปรในการเชื่อมที่ส่งต่อกำลังการผลิต หรือ Productivity
อาจรวมถึงการเชื่อมด้วยมือ หรือการเชื่อมด้วยระบบอัตโนมัติก็ต้องนำมาพิจารณาด้วย
ถ้าใช้ระบบอัตโนมัติ ต้องการ Productivity ก็ต้องเลือกใช้แก็สให้เหมาะสม เนื่องจากสามารถเพิ่มความเร็วในการเชื่อมได้สูงกว่ามือคน
ถ้าใช้หุ่นยนต์เชื่อมแล้วเชื่อมเป็นเต่าคลาน หมายความว่า?
4. C = Carbon dioxide Gas แก็สคาร์บอนไดออกไซด์ เป็นแก็สหลักที่ใช้ในกระบวนการเชื่อมแม็ก (MAG) โดยแบ่งเป็นสองกลุ่มย่อย คือ C1 เป็นแก็สคาร์บอนไดออกไซด์ร้อยละ 100 และ C2 เป็นแก็สผสมระหว่างแก็สคาร์บอนไดออกไซด์ กับแก็สออกซิเจนไม่เกินร้อยละ 30
การผสมแก็สออกซิเจนจะช่วยปรับปรุงสมบัติด้านการนำความร้อนของอาร์กให้สูงขึ้น การหลอมลึกเพิ่มขึ้น อัตราเร็วในการเชื่อมเพิ่มสูงขึ้น ตามปริมาณส่วนผสมของออกซิเจน
5. N = Nitrogen Gas แก็สไนโตรเจน จะไม่นิยมใช้เป็นแก็สปกคลุมในงานเชื่อม แต่จะใช้เป็นแก็สผสมสำหรับเป็นแก็สรองหลัง (Backing Gas) ในการเชื่อมแนวรากเหล็กกล้าผสม และเหล็กกล้าไร้สนิม มีบางกรณี เช่นการเชื่อมทิก เหล็กกล้าไร้สนิมดูเพล็กซ์ จะใช้เป็นแก็สผสมกับแก็สอาร์กอน โดยผสมไม่เกินร้อยละ 5 เพื่อปรับสมดุลย์โครงสร้างออสเตนไนท์และเฟอร์ไรท์
6. R = Reduce Gas แก็สลด หรือแก็สไฮโดรเจน จะใช้เป็นแก็สผสมกับแก็สอาร์กอนในปริมาณไม่เกินร้อยละ 50 การผสมไฮโดรเจนจะช่วยให้การนำความร้อนของอาร์กเพิ่มขึ้น
7. Z = Other Mixed Gas แก็สผสมอื่นๆนอกเหนือจากที่ระบุไว้ในตาราง
ผศ.ดร.ปริยสุทธิ์ วัฒนธรรม
ภาควิชาเทคโนโลยีวิศวกรรมการเชื่อม
มหาวิทยาลัยเทคโนโลยีพระจอมเกล้าพระนครเหนือ
วิทยาทานในครั้งนี้ข้าพเจ้าขออุทิศผลบุญให้คุณพ่อประสงค์ คุณแม่รัตนาพร วัฒนธรรม และคณาจารย์ที่ประสิทธิ์ประสาทวิชาความรู้ให้ข้าพเจ้าจนสามารถต่อยอดองค์ความรู้เกิดประโยชน์เป็นวงกว้างผ่านสื่อโซเชียลเทอญ....
บทความน่ารู้ลองเวล
_1.jpg)
