







การเลือกใช้งานแก็สปกคลุมสำหรับการเชื่อมMAG
#การเลือกใช้งานแก็สปกคลุมสำหรับการเชื่อมMAG
ก่อนอื่นต้องขอบอกก่อนเลยว่า เนื้อหาค่อนข้างกว้าง และมีองค์ประกอบอื่นๆที่ต้องทราบร่วมกับการเลือกใช้งานแก็ส
สำหรับการเชื่อม MAG (เท่านั้น)
อันดับแรกต้องรู้ก่อนว่ากระบวนการเชื่อม MAG เอง ก็แบ่งเป็น 2 กลุ่มใหญ่ๆ คือ MAG-C กับ MAG-M
MAG-C คือการเชื่อมโดยใช้แก็สคาร์บอนไดออกไซด์ 100%
MAG-M คือการเชื่อมโดยใช้แก็สผสม Ar เป็นหลัก
ในการเชื่อม MAG ก็จะสามารถปรับค่าตัวแปรการเชื่อมและการใช้แก็สคลุม เพื่อให้ได้การถ่ายโอนน้ำโลหะที่ต้องการ
1. การถ่ายโอนแบบลัดวงจร (Short Circuit Transfer) 2. การถ่ายโอนแบบหยดขนาดใหญ่ (Globular Transfer) 3. การถ่ายโอนแบบละออง (Spray Transfer) 4. การถ่ายโอนแบบกระแสพัลส์ (Pulse Transfer)
จริงๆแล้วด้วยเทคโนโลยีที่พัฒนาขึ้นอย่างรวดเร็วยังมีการถ่ายโอนแบบอื่นๆ เช่น STT CMT Rotationg Arc แต่ยกยอดเอาไปพูดเรื่อง Metal Transfer ในที่เดียว
การเลือกใช้งานแก็สปกคลุม สำหรับการเชื่อม MAG จะแบ่งออกเป็นกลุ่มย่อยดังต่อไปนี้
1.แก็สปกคลุมกลุ่มแอคทีฟแก็สสำหรับกระบวนการเชื่อมแม็ก – เหล็กกล้า
การเชื่อมแม็กด้วยแก็ส CO2 100% หรือเชื่อมด้วยแก็สผสมอาร์กอนกับแก็ส CO2 และ/หรือ O2 ด้วยปฏิกิริยาออกซิไดซิ่งของออกซิเจนที่ผสมในแก็สคลุมจะใช้เป็นหลักในการเชื่อมเหล็กกล้า
CO2 กับ O2 เป็นแอคทีฟแก็ส
เมื่อเปรียบเทียบระหว่างการเชื่อมด้วยแก็ส CO2 100% กับการเชื่อมด้วยแก็สผสม จะพบว่าการเชื่อมด้วยแก็สผสมจะมีปริมาณของรูพรุนน้อยกว่า เกิดรอยกัดแหว่งน้อยกว่า และให้อารก์ที่เสถียรกว่า
การใช้ CO2 เป็นแก็สคลุม 100% จะเหมาะสำหรับการเชื่อมเหล็กบาง มีการใช้งานเยอะที่สุด เพราะต้นทุนต่ำ
2. แก็สผสมอาร์กอน/คาร์บอนไดออกไซด์
อันนี้เป็นแก็สผสมระหว่างแก็สเฉื่อยกับแอคทีฟแก็ส กลุ่มที่มีประโยชน์มาก หากรู้จักใช้
• การเชื่อมเหล็กกล้าคาร์บอน และเหล็กกล้าผสม จะนิยมใช้แก็สผสมที่มีส่วนผสมของคาร์บอนไดออกไซด์ ระหว่างร้อยละ 4 – 25 ซึ่งอัตราส่วนผสมที่เป็นที่นิยมใช้กันอย่างกว้างขวางคือ 82%Ar และ 18%CO2 แก็สชนิดนี้เหมาะสำหรับการเชื่อมด้วยลวดเชื่อมตัน(Solid Wire) และลวดเชื่อมไส้ฟลั๊กซ์ (Flux Cored Wire)
ทางยุโรปจะเรียกว่าสูตร 82/18 ส่วนทางอเมริกาจะใช้ 80/20 เลยไม่รู้ว่าใครลอกใคร
แก็สผสมสูตรนี้มีชื่อเรียกอีกชื่อหนึ่งว่า Spatter Free Gas คือเชื่อมด้วยการถ่ายโอนแบบลัดวงจรจะไม่เกิดเม็ดโลหะกระเด็น (Spatter) และการถ่ายโอนแบบลัดวงจรจะใช้กระแสไฟเชื่อมต่ำ แรงดันอาร์กต่ำ เหมาะสำหรับเชื่อมเหล็กกล้างานบาง
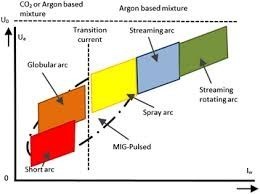
ภาพนี้จะช่วยอธิบายการแบ่งการถ่ายโอนตามชนิดของแก็ส และความสัมพันธ์ ระหว่างกระแสไฟเชื่อม (WFS) กับแรงดันอาร์ก (Arc Voltage)
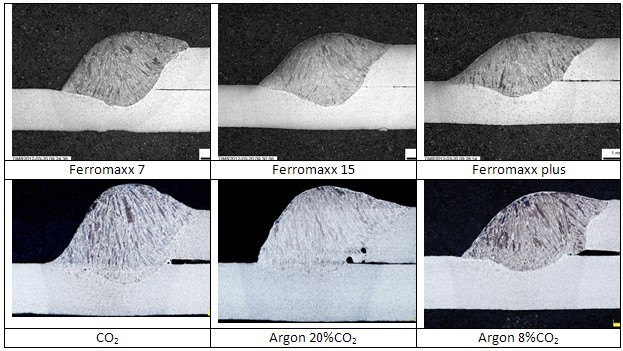
• เมื่อปริมาณส่วนผสมของแก็ส CO2 เพิ่มสูงขึ้นการหลอมลึกด้านข้าง (Side Penetration) ของรอยเชื่อมจะเพิ่มขึ้น ปริมาณรูพรุนจะลดลง และปริมาณสแลกจะเพิ่มขึ้น
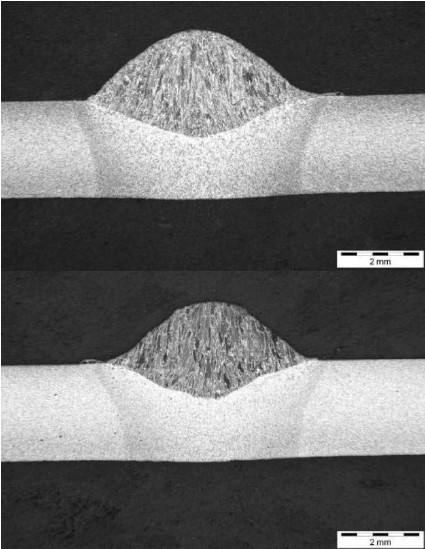
ในรูปเป็นรอยเชื่อมแม็กที่ไม่มี Side Penetration หรือถ้าเป็น Lap Joint จะเห็นว่าเมื่อใช้แก็สผสม Ar + Co2 ความนูนของรอยเชื่อมที่เชื่อมด้วย Co2 100% จะลดลง คือ Side Penetration จะเพิ่มขึ้น
• สำหรับการเชื่อมด้วยการถ่ายโอนแบบละออง (Spray Transfer) จะต้องคุมปริมาณส่วนผสมของแก็ส CO2 ไม่เกินร้อยละ 20 หากปริมาณส่วนผสมของแก็ส CO2 สูงเกินกว่านี้การเชื่อมที่ระดับกระแสไฟเชื่อมสูงจะมีการถ่ายโอนแบบลัดวงจรร่วม รวมถึงการเชื่อมด้วยกระแสพัลส์จะควบคุมการถ่ายโอนน้ำโลหะได้ยากด้วยเช่นกัน ดังนั้นจึงต้องควบคุมปริมาณแก็ส CO2 ไม่ให้เกินกว่าร้อยละ 20
• สำหรับการเชื่อมเหล็กกล้าผสมสูง (High Alloyed Steel) และเหล็กกล้าไร้สนิมออสเตนนิติค (Austenitic Stainless Steel) การใช้แก็สผสมจะถูกจำกัดปริมาณ CO2 ไม่เกินร้อยละ 5 เพื่อป้องกันการลดของธาตุโครเมี่ยมบริเวณขอบเกรน อันนำไปสู่การกัดกร่อนในเกรน (Intergranular Corrosion) ซึ่งกรณีนี้แนะนำให้ใช้แก็สผสมที่มีส่วนผสมของ CO2 ไม่เกินร้อยละ 2.5
• การเชื่อมด้วยการถ่ายโอนน้ำโลหะแบบลัดวงจร (Short Circuit Transfer) การใช้แก็สผสมอาร์กอน/คาร์บอนไดออกไซด์ จะเหมาะสำหรับการเชื่อมงานบาง (Sheet Metal) และการเชื่อมแนวราก (Root Pass) เม็ดโลหะกระเด็นจะน้อยกว่าการเชื่อมด้วยแก็ส CO2 100% อย่างชัดเจน
ผศ.ดร.ปริยสุทธิ์ วัฒนธรรม
ภาควิชาเทคโนโลยีวิศวกรรมการเชื่อม
มหาวิทยาลัยเทคโนโลยีพระจอมเกล้าพระนครเหนือ
วิทยาทานในครั้งนี้ข้าพเจ้าขออุทิศผลบุญให้คุณพ่อประสงค์ คุณแม่รัตนาพร วัฒนธรรม และคณาจารย์ที่ประสิทธิ์ประสาทวิชาความรู้ให้ข้าพเจ้าจนสามารถต่อยอดองค์ความรู้เกิดประโยชน์เป็นวงกว้างผ่านสื่อโซเชียลเทอญ....
#บทความน่ารู้ลองเวล
_1.jpg)
