







ตัวแปรการเชื่อม (Welding Parameter)

ตัวแปรการเชื่อม (Welding Parameter)
กระบวนการเชื่อมอาร์กโลหะด้วยมือจะมีตัวแปรการเชื่อม 3 ตัวแปร คือกระแสไฟเชื่อม (Welding Current) แรงดันอาร์ก (Arc Voltage) และความเร็วในการเชื่อม (Welding Speed)
ตัวแปรทั้งสามตัวนี้มีผลต่อปริมาณความร้อนที่เข้าสู่ชิ้นงาน (Heat Input) ซึ่งมีผลโดยตรงต่อโครงสร้าง และสมบัติทางกลของรอยเชื่อม รวมถึงการบิดตัวเสียรูปที่เกิดจากความร้อนในการเชื่อม
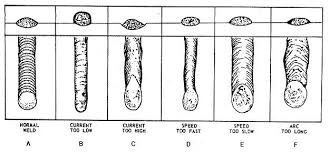
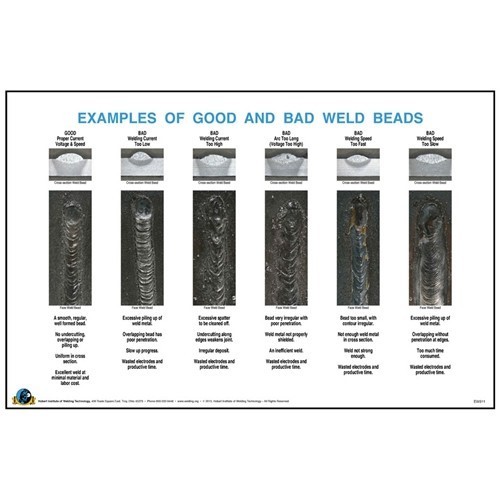
แต่ที่ส่งผลโดยตรงที่สุดคือรูปร่างของรอยเชื่อม คือ ความกว้าง (weld width) ความนูน (reinforcement) การหลอมลึก (penetration)
และอาจรวมถึงรอยบกพร่องที่เกิดจากการใช้ตัวแปรการเชื่อมที่ไม่เหมาะสม เช่น รอยกัดแหว่ง (Undercut) เม็ดโลหะกระเด็น (Spatter) รอยนูนเกิน (Reinforcement) เป็นต้น
1.กระแสไฟเชื่อม (Welding Current)
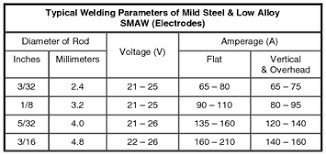
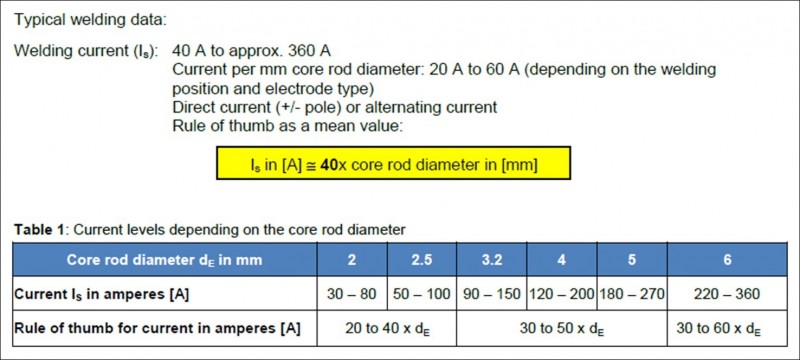
กระแสไฟเชื่อมจะมีความสัมพันธ์โดยตรงกับขนาดเส้นผ่านศูนย์กลางของลวดเชื่อม หรือความโตของลวดเชื่อม ขนาดของลวดเชื่อมจะเป็นตัวกำหนดค่ากระแสไฟเชื่อมที่เหมาะสม
งานหนาใช้ไฟแรง งานบางใช้ไฟเบา ยังเป็นคำกล่าวที่ถูกต้องหรือไม่
ข้อเท็จจริง การกำหนดขนาดกระแสไฟเชื่อมจะเป็นไปตามขนาดของลวดเชื่อม ถ้างานหนาก็ต้องเชื่อมซ้อนแนว Multipass Weld
โดยทั่วไปจะเป็นค่าที่แนะนำโดยผู้ผลิตลวดเชื่อม ซึ่งจะสอดคล้องกับ ขนาดของลวด ชนิดของฟลั๊กซ์ และท่าเชื่อม
แต่จะมีกฏง่ายๆ (Rule of Thumb) สำหรับการเลือกใช้กระแสไฟเชื่อม
I (A) = 40 x Dia.(mm)
ผู้ผลิตลวดเชื่อมจะระบุช่วง (Range) กระแสไฟเชื่อมที่เหมาะสมกับการเชื่อมในแต่ละท่าเชื่อมมาให้ โดยจะระบุไว้ที่ข้างกล่องลวดเชื่อม
การกำหนดค่ากระแสไฟเชื่อมถ้าเป็นการเชื่อมในท่าราบจะสามารถใช้กระแสไฟเชื่อมได้สูงกว่าท่าอื่นๆ ถ้าเป็นท่าตั้งเชื่อมขึ้น หรือท่าเหนือศรีษะจะต้องปรับลดกระแสไฟเชื่อมลง เนื่องจากมีผลต่ออุณหภูมิของอาร์ก ความหนืดของบ่อหลอมละลาย (Viscosity) ในกรณีที่ใช้กระแสไฟสูง ความหนืดของบ่อหลอมละลายจะต่ำ จะไม่สามารถทำการเชื่อมในท่าตั้งเชื่อมขึ้น หรือท่าเหนือศีรษะได้
2.แรงดันอาร์ก (Arc Voltage)
โดยปรกติในการเชื่อมอาร์กโลหะด้วยมือจะไม่สามารถตั้งค่าแรงดันอาร์กที่เครื่องเชื่อมได้ ขณะทำการเชื่อมลวดเชื่อมจะหลอมละลาย ผู้ทำการเชื่อมจะป้อนลวดเชื่อมและควบคุมระยะอาร์กให้สม่ำเสมอด้วยมือ
ระยะอาร์กคือระยะห่างระหว่างปลายลวดเชื่อมกับชิ้นงานขณะทำการเชื่อม สามารถวัดค่าแรงดันไฟฟ้าขณะทำการอาร์กได้โดยใช้โวลท์มิเตอร์วัดแรงดันตกคร่อมที่ขั้วเชื่อม
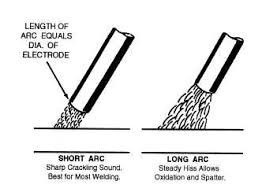
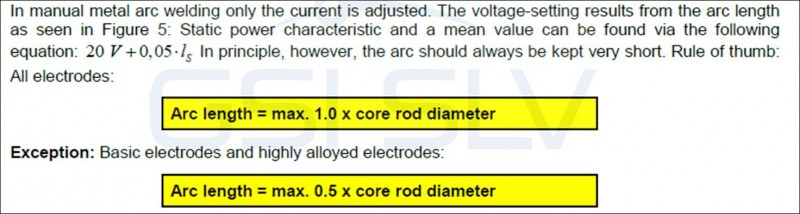
ตามกฎง่ายๆ ระยะอาร์ก (Arc Length) ที่เหมาะสมสำหรับการเชื่อมคือ เท่ากับขนาดเส้นผ่านศูนย์กลางของลวดเชื่อมที่ใช้ เช่น ถ้าใช้ลวดเชื่อมขนาด 3.2 มม. ระยะอาร์กที่เหมาะสมจะประมาณ 3 มม.
ซึ่งในความเป็นจริงเราไม่สามารถควบคุมระยะอาร์กให้คงที่จริงๆได้ตลอดการเชื่อม
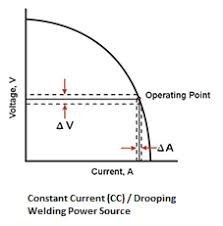
เครื่องเชื่อมถูกออกแบบมาให้จ่ายกระแสไฟเชื่อมแบบกระแสคงที่ Constant Current หรือถ้าเป็นตำราทางยุโรปจะเรียกว่า Drooping หรือ Falling Curve
ในทางไฟฟ้า จะมีความสัมพันธ์ของกระแสไฟ และแรงดันไฟฟ้า ซึ่งการเชื่อมแบบ MMA จะรักษากระแสไฟเชื่อมให้คงที่ แม้ว่าผู้ทำการเชื่อมจะไม่สามารถรักษาระยะอาร์กให้คงที่จริงๆ
เครื่องเชื่อมจะรักษากระแสไฟเชื่อมให้คงที่ (มีการเปลี่ยนแปลงเล็กน้อย) ตามชนิดของแหล่งจ่ายพลังงานแบบกระแสคงที่
เดี๋ยวนี้หลายๆมาตรฐานของยุโรปและอเมริการเริ่ม comply กันแล้ว ใช้เลขรหัสกำหนดมาตรฐานเหมือนกัน
ผู้ผลิตเครื่องเชื่อมจะใช้มาตรฐาน EN 60974-1 Arc Welding Equipment Part 1 Welding power sources เป็นข้อกำหนดในการออกแบบเครื่องเชื่อม และใช้เป็นมาตรฐานสำหรับผู้ผลิตเครื่องเชื่อมให้มีความปลอดภัยในการใช้งาน
ค่าแรงดันอาร์กที่สัมพันธ์กับกระแสไฟเชื่อมที่ใช้คือ V = 20 + 0.05 I ค่านี้สามารถนำไปใช้อ้างอิงในการเขียนข้อกำหนดกรรมวิธีการเชื่อม (WPS) ได้ เช่น ลวดเชื่อมขนาด 3.2 มม. กำหนดค่ากระแสไฟเชื่อม 90 – 110 แอมแปร์ ดังนั้นค่าแรงดันที่จะเขียนใน WPS คือ 24.5 – 25.5 โวลท์
ใครจะผลิตเครื่องเชื่อมเพื่อส่งไปขายทั้งในยุโรป หรือ อเมริกา จะต้องได้รับการรับรองโดยใช้มาตรฐานนี้ในการผลิตเครื่องเชื่อม
สามารถดูไ้จาก Rating Plate ด้านหลังเครื่องเชื่อม
เรื่อง rating plate เอาไว้จะเล่าให้ฟังในโอกาสต่อไป
ปล. เครื่องจักร ป้ายแบบนี้จะเรียกว่า Name Plate แต่ถ้าเป็นอุปกรณ์ไฟฟ้า จะเรียกว่า Rating Plate
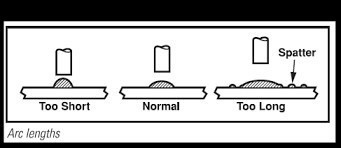
ระยะอาร์กที่สั้นจะส่งผลต่อรูปร่างของรอยเชื่อมที่เห็นได้ชัดคือ รอยเชื่อมจะนูนกว่าปรกติ หรืออาจเป็นรอยนูนเกิน (Excess Reinforcement)
และหากระยะอาร์กสูงเกินไป การปกคลุมของแก็สจะไม่สมบูรณ์ อากาศภายนอกจะเข้าไปรวมกับบ่อหลอมเป็นรูพรุน และมีเม็ดโลหะกระเด็นบนชิ้นงาน
ความเร็วในการเชื่อม (Welding Speed)
ผู้ทำการเชื่อมจะเป็นผู้ควบคุมความเร็วในการเชื่อม โดยจะมีความสัมพันธ์กับกระแสไฟเชื่อม กล่าวคือ ถ้าใช้กระแสไฟเชื่อมสูง จะสามารถเพิ่มความเร็วในการเชื่อมได้ ซึ่งมีผลต่อผลิตภาพในการผลิต (Productivity)
3.ความเร็วในการเชื่อม (Welding Speed)
ผู้ทำการเชื่อมจะเป็นผู้ควบคุมความเร็วในการเชื่อม โดยจะมีความสัมพันธ์กับกระแสไฟเชื่อม กล่าวคือ ถ้าใช้กระแสไฟเชื่อมสูง จะสามารถเพิ่มความเร็วในการเชื่อมได้ ซึ่งมีผลต่อผลิตภาพในการผลิต (Productivity)
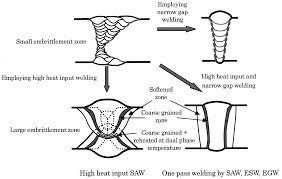
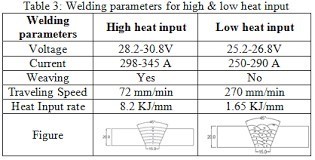
และยังมีผลต่อปริมาณความร้อนที่เข้าสู่ชิ้นงาน (Heat Input) อย่างมาก ถ้าใช้ความเร็วในการเชื่อมสูงปริมาณความร้อนที่เข้าสู่ชิ้นงานจะต่ำ และในทางกลับกัน ถ้าใช้ความเร็วในการเชื่อมต่ำ (ใช้เทคนิคการส่ายลวดเชื่อม) ปริมาณความร้อนที่เข้าสู่ชิ้นงานจะสูง
การเชื่อมด้วยเทคนิค Stringer Bead (ไม่ส่ายลวด) จะช่วยลด Heat Input
เรื่อง Heat Input ก็น่าสนใจ อันนี้เปรียบเทียบเฉพาะส่ายลวดกับไม่ส่ายลวด
หรือการออกแบบรอยต่อ กับเลือกใช้กระบวนการเชื่อมที่เหมาะสมจะช่วยลด Heat Input ได้เช่นกัน
ผศ.ดร.ปริยสุทธิ์ วัฒนธรรม
ภาควิชาเทคโนโลยีวิศวกรรมการเชื่อม
มหาวิทยาลัยเทคโนโลยีพระจอมเกล้าพระนครเหนือ
วิทยาทานในครั้งนี้ข้าพเจ้าขออุทิศผลบุญให้คุณพ่อประสงค์ คุณแม่รัตนาพร วัฒนธรรม และคณาจารย์ที่ประสิทธิ์ประสาทวิชาความรู้ให้ข้าพเจ้าจนสามารถต่อยอดองค์ความรู้เกิดประโยชน์เป็นวงกว้างผ่านสื่อโซเชียลเทอญ....
#บทความน่ารู้ลองเวล



_1.jpg)
