







การหลอมลึกของการเชื่อมอาร์กไฟฟ้าด้วยมือ
#วันนี้จะลงเรื่องการหลอมลึก (penetration) ของการเชื่อมอาร์กไฟฟ้าด้วยมือ MMA (111) SMAW การเชื่อมธูป
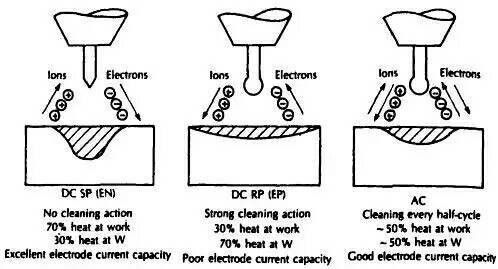
เคยสงสัยกันมั้ยครับว่าทำไมการเชื่อมไฟฟ้าในบางกรณี DCEP มีการหลอมลึกสูงกว่า DCEN
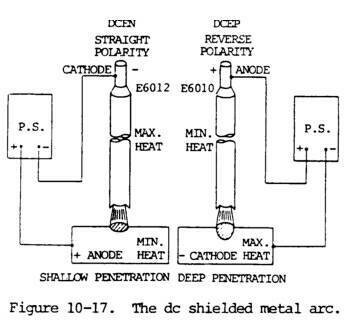
ถ้าพิจารณาถึงเรื่องปริมาณความร้อนจากทฤษฎีที่เราเรียนตั้งแต่ปวช. อาจารย์จะสอนเราว่า การเชื่อมด้วยกระแสไฟ DCEP ความร้อนเกิดขึ้นที่ลวดเชื่อม 2 ใน 3 เกิดขึ้นที่ชิ้นงาน 1 ใน 3 ส่งผลต่อรูปร่างของรอยเชื่อมคือลวดเชื่อมจะหลอมละลายมากรอยเชื่อมจะกว้าง การหลอมลึกจะตื้นเพราะว่า ความร้อนเกิดขึ้นที่ชิ้นงานน้อยกว่า
ในทาง กลับกันถ้าเชื่อมด้วยกระแสไฟ DCEN รอยเชื่อมจะแคบและการหลอมลึกจะสูง
แต่ในทางปฏิบัติลวดเชื่อม E7016 กลับให้ใช้ DCEP ในการเชื่อม
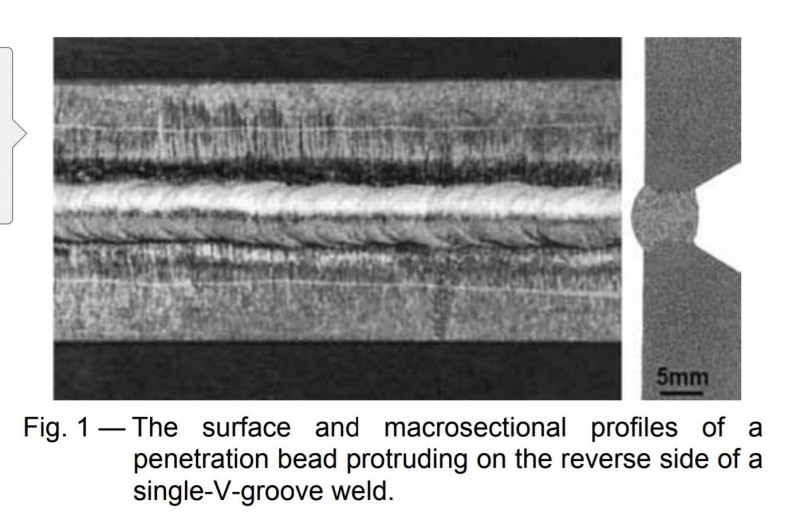
สำหรับคำแนะนำ recommendation ของผู้ผลิตลวดเชื่อมบางยี่ห้อ เช่น kobe จะแนะนำให้ใช้กระแสไฟ DCEP สำหรับลวดเชื่อม E7016 หรือชื่อการค้า LB52U ตัวอักษร U ย่อมาจาก Uranami ที่แปลว่า root pass หรือแนวยัดไส้
การเชื่อมแนวยัดไส้เปรียบเหมือนการเชื่อมงานบาง ความหนา 1.5 ถึง 2.0 มม.(ขนาดของ root face) จึงต้องใช้กระแสไฟ DCEP เพราะถ้าใช้ DCEN โอกาสการหลอมทะลุ (Melt-throught) จะสูง หรือการเชื่อมในท่าตั้ง และท่าเหนือศรีษะ การใช้กระแสไฟ DCEP จะเหมาะสมมากๆ เพราะถ้าบ่อหลอมมีอุณหภูมิสูง การเดินแนวเชื่อมจะไม่สามารถทำได้
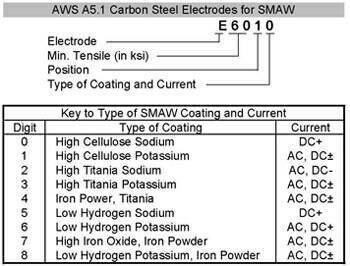
ลวดเชื่อม Basic เวลาเชื่อม ต้องใช้ระยะอาร์กชิด แกนลวดจะหลอมหดเข้าไปข้างใน ดูที่ตาราง AWS A5.1 electrode Designation ครับ เลข 6 เป็นลวดกลุ่ม Low hydrogen (basic electrode)ให้ใช้ไฟ AC กับ DCEP
ปัจจัยที่มีผลต่อการหลอมลึก ของรอยเชื่อมอาร์กไฟฟ้าด้วยมือ ได้แก่
1 ชนิดของขั้วไฟเชื่อม
2 ชนิดของฟลั๊กซ์ หรือสารพอกหุ้ม
3 ตัวแปรการเชื่อม เช่น กระแสไฟเชื่อม ความเร็วในการเชื่อม และแรงดันอาร์ก
4 ทิศทางการ เชื่อม Back hand / fore hand
5 แรงตึงผิวของบ่อหลอมละลาย surface tension (อันนี้แถมให้)
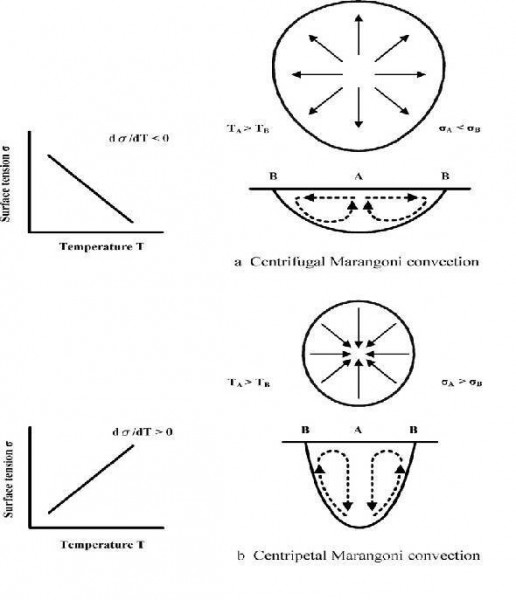
ส่วนเรื่อง Marangoni effect สามารถใช้อธิบายรูปร่างของรอยเชื่อมได้เช่นกัน โดยเป็นผลจากอุณหภูมิของบ่อหลอม และแรงตึงผิวของบ่อหลอม
กล่าวคือที่อุณหภูมิบ่อหลอมระดับต่ำ อุณหภูมิ และแรงตึงผิวสูงจะแปรผกผัน แรงตึงผิวจะลดลงเมื่ออุณหภูมืเพิ่มขึ้น(ในระดับต่ำๆ) แนวเชื่อมจะกว้างและตื้น
ในทางกลับกัน อุณหภูมิบ่อหลอมที่สูงมากๆ แรงตึงผิวจะเพิ่มสูงขึ้น รอยเชื่อมจะแคบและมีการหลอมลึกมาก
จากการเชื่อมด้วยกระแสไฟ DCEP ที่มีการหลอมลึกสูง กรณีนี้ จะเป็นลวดเชื่อมเซลลูโลส E6010 ที่ให้การอาร์กรุนแรง การหลอมลึกจะสูง แม้ว่าจะเชื่อมด้วยกระแสไฟ DCEP ในขณะที่ลวดเชื่อมรูไทล์ E6012 หรือ E6013 กรณีนี้ใช้กระแสไฟ DCEN ที่ระดับกระแสไฟเชื่อมเท่ากันขนาดไดมิเตอร์ของลวดเท่ากัน กลับได้การหลอมลึกที่น้อยกว่า
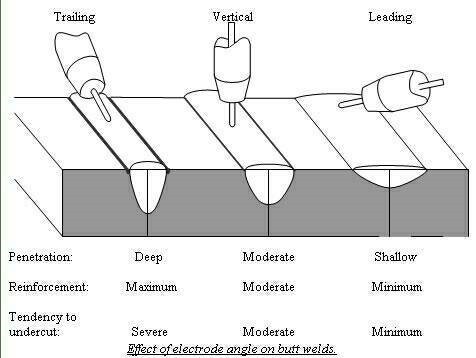
การเชื่อม ด้วยแบคแฮนด์ โฟร์แฮนด์ หรือ leftward rightward หรือ backward foreward ก็จะให้การหลอมลึกที่ต่างกัน เชิญเรียกกันตามสะดวกแต่ต้องเข้าใจให้ตรงกันครับ เนื่องจากศัพท์เทคนิคในงานเชื่อมมันมีหลายตำรามาจากหลายประเทศ
แต่ในกรณีของการเชื่อมอาร์คไฟฟ้าด้วยมือ จะเป็นการเชื่อม แบบ โฟร์แฮนด์เท่านั้น ไม่ว่าจะถนัดขวาหรือซ้ายเนื่องจากป้องกันไม่ให้สแลกหลอมเหลวไหลนำ
มุมเอียงของลวดเชื่อม จะดันไม่ให้ สแลกไหลนำหน้าบ่อหลอมละลาย ซึ่งจะเกิดเป็นรอยบกพร่อง (defect) ที่เรียกว่า slag inclusion
ผศ.ดร.ปริยสุทธิ์ วัฒนธรรม
ภาควิชาเทคโนโลยีวิศวกรรมการเชื่อม
มหาวิทยาลัยเทคโนโลยีพระจอมเกล้าพระนครเหนือ
วิทยาทานในครั้งนี้ข้าพเจ้าขออุทิศผลบุญให้คุณพ่อประสงค์ คุณแม่รัตนาพร วัฒนธรรม และคณาจารย์ที่ประสิทธิ์ประสาทวิชาความรู้ให้ข้าพเจ้าจนสามารถต่อยอดองค์ความรู้เกิดประโยชน์เป็นวงกว้างผ่านสื่อโซเชียลเทอญ....
_1.jpg)
